
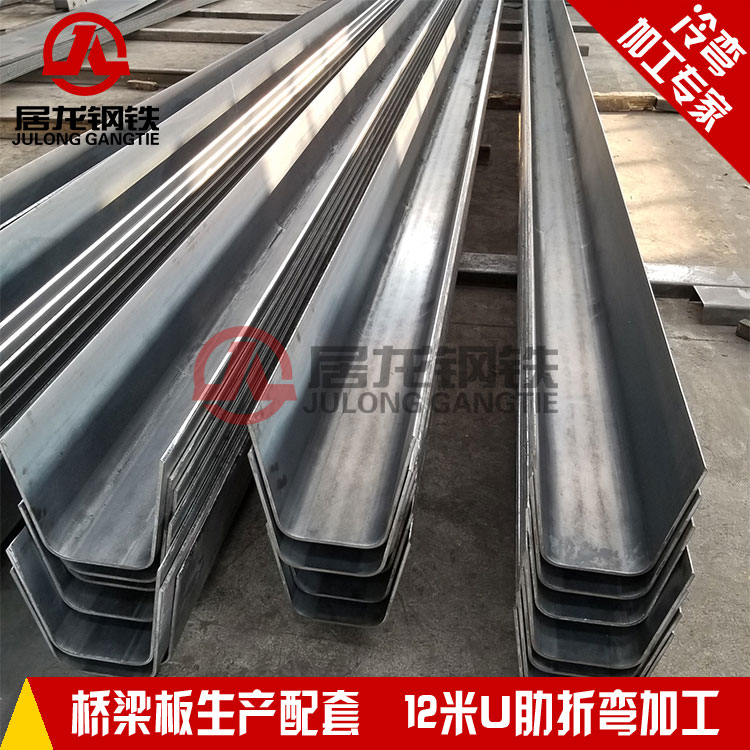
近日由山东总华工贸有限公司【居龙钢铁】根据高速公路施工方要求承制的桥梁配套部件12米U肋顺利完工,从下料-铣边-折弯均达到各项技术要求,积累了丰富的桥梁U肋冷弯加工经验。

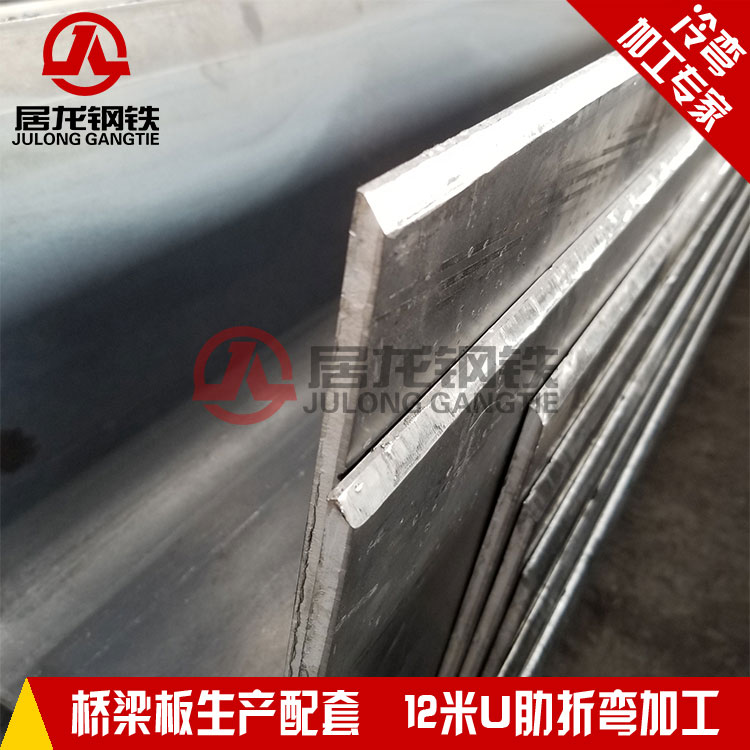
山东总华自主研制数控坡口铣边机一次上料,即可完成板料一端边及两长边上坡口、下坡口及钝边加工。拥有国内最先进数控系统,根据输入参数,主机各铣削单元进刀、锁紧到位,自动将板料进行铣边加工,加工效率高,加工速度高达10m/min以上,加工板料直线度≤0.5mm/10000mm,加工板料宽度精度≤0.5mm,坡口表面粗糙度Ra≤12.5um。自动化程度高,板料定位、进给、坡口角度调整、切削精度控制、主机锁紧、散热排屑、上料出料等功能均实现数控自动化控制。该机型无需更换刀盘,即可实现I、V、K、U等不同坡口形式的加工。改变了刨边机、铣边机等传统设备切削方式,不仅大幅度提高了功效,并且完全达到一次成型和金属切割行业标准的粗糙度和直线度的要求。
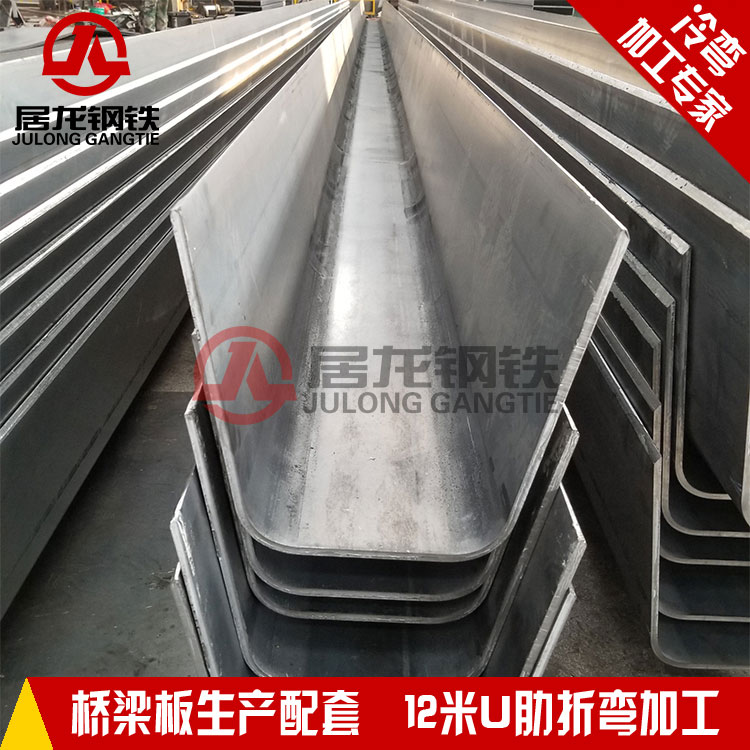
我们拥有自主研制12米全数控4000吨折弯机,采用荷兰DELEM公司折弯机专用数控系统,德国光栅尺实时检测反馈校正、全闭环控制,具有多工步编程功能,可实现多自动运行,完成多工步零件一次性加工,提高生产效率。
U肋产品加工范围:厚度为3mm-20mm,底宽100mm至360mm,高度150mm至500mm。折弯长度可达12m以上,主要用于桥梁板钢结构生产。
折弯工艺流程:钢板行车吊至前托料台,通过前推料机送料至折弯位置,靠上后挡料,折弯两道边,成型后从正面出料至前托料台,行车吊至空地翻面,然后行车电磁吸盘上料把工件避开下模喂入折弯区域,定位折弯成型,成型后行车辅助从正面出料,工件完成。
U型肋主要用于桥梁板加工,目前国内基本有两种加工工艺,一是辊压成型,二是折弯成型。
二者工艺对比:
辊压优势出料速度快,生产效率高。缺点是直线度保持性差,成品率低。只能保证加工6米内的U肋,对9米以上的直线度很难把握。
折弯成型优势是直线度保持好,成品率高,可以加工12米以上的大型桥梁U肋,适合目前国内特大型桥梁工程建设,比如刚落成的珠港澳大桥,就采用了5.4万吨12米以上的大型桥梁U肋。
山东总华整合自身优势资源,充分利用国内加工产业链,积极组织生产,保证按期交付,得到客户一致好评。
我们应用先进工艺,一次性加工合格率达100%,加工厚度达20mm,可以为客户提供原材料铣切折弯加工,费用低,效率高。
- 扫描二维码-关注居龙钢铁微信公众号
- 您可以浏览到我们最新产品信息,还可以向我们咨询加工技术问题,并提前预约加工服务!
-

- 扫描二维码-关注居龙钢铁抖音号
- 您可以浏览到我们最新产品视频,还可以向我们咨询加工技术问题,并提前预约加工服务!
-






评论